1.焊缝坡口的基本尺寸
合理的焊缝的坡口,可以保证尺寸精度、减少焊接变形。
一般焊缝坡口的工件厚度、坡口形式、焊缝形式、坡口尺寸,见下面要求:
1.工件厚度为1-3mm时,两件同一平面对缝焊接,一般采用一面焊接,缝间距为0-1.5mm.。
2.工件厚度为3-6mm时,两件同一平面对缝焊接,一般采用两面焊接,缝间距为0-2.5mm.。
3.工件厚度为1-3mm时,两件L型对缝焊接,一般采用一面焊接,缝间距为0-2mm.。
4.工件厚度为3-6mm时,两件L型对缝焊接,一般采用两面焊接,缝间距为0-2mm.。
5.工件厚度为1-6mm时,两件T型对缝焊接,一般采用两面焊接,缝间距为0-2mm.。
2.焊接结构
焊接时,不允许长焊缝连续焊接,应采用交替断续焊接,以免热变形剧烈,影响产品质量;焊接时,应保证焊条能进入焊接区,一般手工电弧焊间距为20mm,气体保护焊应保证间距为35mm,并且保证焊条能保证倾斜45°。
3.焊接准备
3.1准备好各种焊接劳动保护用品。
3.2检查焊接设备、焊条、气体储量是否齐全,合乎标准。
3.3清除焊件上的铁锈、油脂和水分。
3.4焊条如果潮湿,防在烘炉中烤干。
4.操作工艺规范
4.1手工电弧焊
4.1.1工艺参数选择:
工艺参数主要包括:焊条直径、焊接电流、焊接电压和焊接速度。
1.焊条直径的选择:焊条直径的选择取决于焊件厚度、焊接接头和焊缝位置。焊条直径粗,生产效率高但是容易生成未焊透和成型不良。
一般情况下:焊件厚度2mm焊条直径为2mm,焊接电流为55-60A,焊件厚度2.5-3.5mm焊条直径为3.2-4mm,焊接电流为90-120A,焊件厚度4-5mm焊条直径为4mm焊接电流160-200A。
2.焊接电流的选择:根据选择的焊条直径,参照焊机操作说明调节焊机电流。电流小,电弧不稳定并且易形成未焊透、生产效率低;电流大,易产生烧穿。
3.电弧电压的选择:电弧电压与电弧长度成正比。焊接时,一般用短电弧,弧长不超过焊条直径。
4.焊接速度的选择:在保证质量的情况下,采用大直径焊条和大焊接电流的快速焊接。
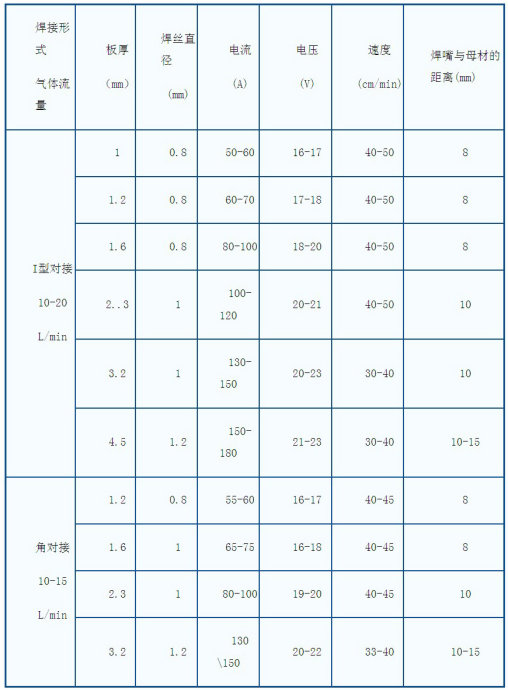
4.2 CO2气体保护焊
CO2气体保护焊的工艺规范一般有焊丝直径、焊接电流、焊接电压和焊接速度、气体流量等。
CO2气体保护焊的工艺规范见下表:
5.焊后处理
焊接后清渣、磨平。注意:在焊点小的情况下,不允许磨开焊点。
6.外观检验:不允许有气孔、裂纹、咬边、烧穿、夹渣、焊瘤、未熔合等缺陷。
7.外形尺寸要求
一般零部件按照图纸标注的尺寸测量,记录。柜体属于规则型工件和尺寸大的情况,按下面要求检验:
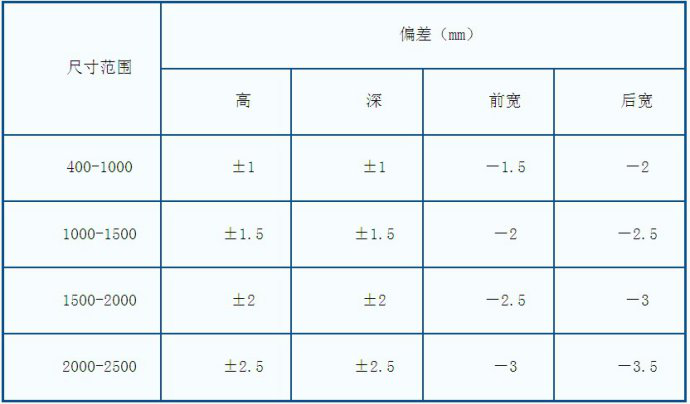
1.高、宽、深尺寸要求及检验部位按以下要求:
高:在工件正反面两面四角测量
宽:在工件正反面离边缘10cm处分三处测量
深:在工件两侧边缘10cm处分三处测量
图纸未注公差按以下规定检验
2.外观垂直度检验
柜体在未注垂直度要求的情况下,垂直度只允许向后倾斜4-5mm
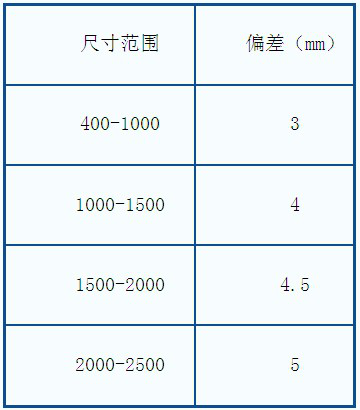
3.柜体对角尺寸偏差要求
8.注意事项
1.严格按设备的安全操作规程的有关规定进行操作
2.工作场所通风良好、无易燃易爆物品。